






��˾�ӑB(t��i)
��֬ܛĥƬ��ͬĥ���l�����մɹ�������ֲڶȵ�Ӱ�
����ɽԴ�C(j��)е����˾ http://safetyvision.cn �l(f��)���r�g:2020-09-22 10:04
�D1�͈D2�քe���ĥ���͝�ĥ���l����ƽ��ĥ���F���w�մɕr�Ĺ�������ֲڶȡ�ԇ�������������(sh��)����vs=2300r/s��vw=4m/min��vf=05mm/r��vs=2300r/s��vw=4m/min��vf=05mm/r��
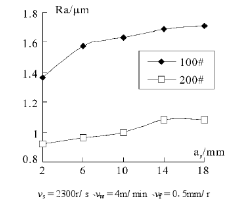
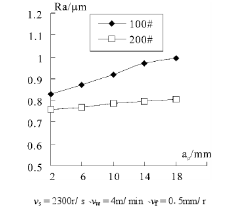
���ȈD1���D2���Կ���,��ͬ��ĥ���l���������ı���ֲڶ�Ӱ푺ܴ�,�@�������Ø�֬�Y(ji��)�τ�ƽ�н���ʯ��֬ܛĥƬĥ���մɹ����r,ĥ���^(q��)�ضȺܸ�,�ڸ�ĥ���r(Ҋ�D1),�ɷN��֬ܛĥƬ����(y��ng)�ļӹ���������ֲڶ�ֵ���ܴ�,Ȼ������ĥ��Һ�l����ĥ���r(Ҋ�D2),�ɷN��֬ܛĥƬ����(y��ng)�ļӹ���������ֲڶ�ֵ�IJ�����@�sС,�ɴ˿��Եó��Y(ji��)Փ:��sҺ�܉����ĥ�������|(zh��)����������ʹ�ô��w��ĥ����֬ܛĥƬĥ���r,��sҺ�����ø������@�������մɵ�ĥм�Dz��B�m(x��)�ķ۠�,���]��ĥ��Һ����ϴ,ĥм������֬ܛĥƬ����ʹ��֬ܛĥƬ�g����Ӱ�ĥ��Ч��;����,���]��ĥ��Һ����s,��֬�Y(ji��)�τ�����ߜ�?z��)�����Ó����Ӱ푘�֬ܛĥƬĥ��Ч�����M(j��n)��Ӱ��մɹ��������|(zh��)�����ɴ˿�Ҋ,�Ƿ�ʹ��ĥ��Һ���մ�ĥ���ӹ������ܴ�Ӱ�,Ҫ��@�����õı����|(zh��)��,�մ�ĥ���ӹ��������ĥ��Һ�ėl�����M(j��n)����
����(w��)�Ԓ��13643860222
�W(w��ng)վ��� | �˽�ɽԴ | ������ | �a(ch��n)Ʒ���� | �͑����� | �Y�����d | �ھ����� | (li��n)ϵ�҂� | ����ɽԴ�C(j��)е����˾ ��ַ���Ї��������и��¼��g(sh��)�_�l(f��)�^(q��)ɏ����11̖ �Ԓ��0371-85616630 13643860222 �]�䣺[email protected]
���(qu��n)����@����ɽԴ�C(j��)е����˾