






��˾�ӑB(t��i)
����ʯˮĥƬ���������Č��l��
����ɽԴ�Cе����˾ http://safetyvision.cn �l(f��)���r�g:2020-08-21 08:52
���~����ʯˮĥƬ��ֱ����100mm�����Ȟ�10mm��������151m,ĥ�������x��һ�N��̼���u���(�|(zh��)���֔�(sh��)��92%��8%)�M�ɵ��u��Ӳ�|(zh��)�ϽK(YG8)��ˮĥƬ�����ı�����ò����������ֲڶȡ�ĥ��ʯī���̶ȷքe���ó��������S�@�R(VHX-S1000)���ֲڶȃx(JB-4C)������۽��������V�x(LabRAM-010)�M�Йz�y��
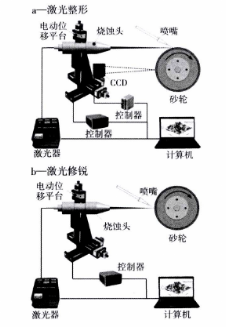
����ˮĥƬ�r,������ͨ��������͏���ɷN���䷽ʽ,��D1��ʾ���D2�鼤����������b��ʾ��D����1����������(sh��)���}�_���w�������Ɇ�ģ���w��ݔ���̶���늄�ƽ���_�ϵğ��g�^��(n��i)��,�ٽ�(j��ng)��(zh��n)ֱ���۽������������b��ƽ��ĥ�����S�ϵ�ˮĥƬ����(���Εr��������ˮĥƬ�����о���������,���J�r��������ˮĥƬ���淨����������)���̶���늄�ƽ���_�����ڙz�yˮĥƬ����A���Ӻ�ƽ�ж��`���CCD����λ�Ƃ�����(LK-G80)�c���g�^����ͬ���\����
���������ͬһƬˮĥƬ����ĥ��ʽĥ��3�KӲ�|(zh��)�Ͻ�,����(sh��):ˮĥƬ���ٶȞ�20m/s,�����M�o�ٶȞ�2.5mm/s,ĥ����Ȟ�100m,��Ӌĥ����Ȟ�30mm,ĥ��Һ������40L/min��������D3��ʾ��
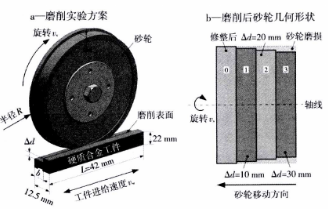
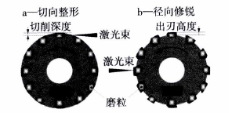
���ǰ.�Ȍ�ˮĥƬ���������S��ȷ֞�4���^(q��)��(��̖��0~3*),0"ˮĥƬ���治���cĥ��������3���A���M��:��1�A��,��1~3"ˮĥƬ����ĥ����1�K����,��(d��ng)��Ӌĥ�����Od�_��10mm�r,��ͣ���;��2�A��,��ˮĥƬ�ؼ��^�����Ƅ�2.5mm,����2.3"ˮĥƬ����ĥ����2�K����,��(d��ng)0d�_��10 mm�r����ͣ���;��3�A��,��3"ˮĥƬ����ĥ����3�K����,��(d��ng)Od�_��10mm�r,���Y(ji��)��(�˕r0~3"ˮĥƬ�ı�����Ӌĥ�����Od��0��10��20.30 mm)��
����(w��)�Ԓ��13643860222
�W(w��ng)վ��� | �˽�ɽԴ | ������ | �a(ch��n)Ʒ���� | �͑����� | �Y�����d | �ھ����� | (li��n)ϵ�҂� | ����ɽԴ�Cе����˾ ��ַ���Ї��������и��¼��g(sh��)�_�l(f��)�^(q��)ɏ����11̖ �Ԓ��0371-85616630 13643860222 �]�䣺[email protected]
���(qu��n)����@����ɽԴ�Cе����˾