






��˾��(d��ng)�B(t��i)
����ʯĥ���c��������ʯ���ߵ���Ҫ�^(q��)�e������
����ɽԴ�C(j��)е����˾ http://safetyvision.cn �l(f��)���r(sh��)�g:2020-03-03 10:22
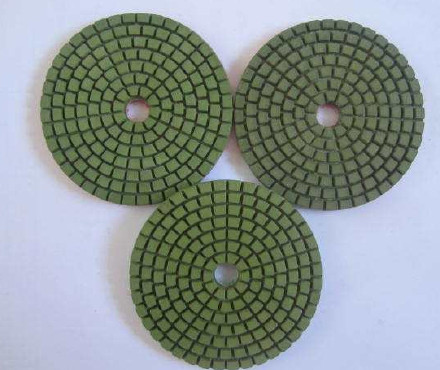
����ʯĥ�� �c��������ʯ���ߵ���Ҫ�^(q��)�e�������乤����ʽ��ĥ���������������и����@�Ӿ͛Q����ĥ�����ý���ʯ�Ե�Ʒ��(j��)�����Խ���ʯ������ĥ�ߵ�ĥ��������Ҫ�nj����ӹ�����ĥ������Ҫ����Π���
�ߴ�❍����������Ĵ�ĥ-→��(x��)ĥ-→��ĥ�������������õĽ���ʯ������(y��ng)���ȷքe��֡��м�(x��)�ͼ�(x��);����ĥ�ӹ���С���������һ��(j��)ĥ���r(sh��)�a(ch��n)���^��Ą�����Ҫ�����(j��)����Ҫ����һ-������֬�Y(ji��)�τ�ɰ݆- -��
�x��RVD1��RVD2�ͽ���ʯ����ȷ�����75%~125%������ʯ���Ȍ�(du��)ĥ���ӹ�����ֲڶȵ�Ӱ푺ܴ�
ͨ�����x�Ì�(du��)����ʯճ�Y(ji��)�ι̵ĽY(ji��)�τ��˲����^���w������ʯ���x��(du��)����ʯճ�Y(ji��)��(qi��ng)���^��ĽY(ji��)�τ��˲����^��(x��)�w���Ľ���ʯ�����˱��C�ӹ��ٶ������ܱ��C�❍��Ҫ���ǰ�������M���x�ô��w���Ľ���ʯ�������ĥ�ߵĹ���Ч�ʡ��P(gu��n)�ڽ���ʯ���x���}����(gu��)��De Beers�� ˾������(gu��)G.E��˾���������a(ch��n)���T�m����ĥ����ߵă�(n��i)��ȱ�ݶ�Ĵ��Խ���ʯ��ͨ�^���ĥ�ߵ����J�ԁ����ĥ�ߵļӹ�Ч������(gu��)��(n��i)���ڽ���ʯ�ϳ�ˮƽ�ͽ���ʯ�ּ�(j��)���g(sh��)��������߀���܌��T���a(ch��n)�m����ĥ�ߵĴ��Խ���ʯ��
����(w��)�Ԓ��13643860222
�W(w��ng)վ��� | �˽�ɽԴ | ������ | �a(ch��n)Ʒ���� | �͑����� | �Y�����d | �ھ����� | (li��n)ϵ�҂� | ����ɽԴ�C(j��)е����˾ ��ַ���Ї�(gu��)�������и��¼��g(sh��)�_�l(f��)�^(q��)ɏ����11̖(h��o) �Ԓ��0371-85616630 13643860222 �]�䣺[email protected]
���(qu��n)����@����ɽԴ�C(j��)е����˾